В марте-апреле 2017г. компанией ООО «Полимет» (г.Тольятти) совместно с лабораторией аддитивных технологий (кафедра «Технология Производства Двигателей» Самарского Университета) была проведена работа по определению свободной линейной усадки изделий из испытуемого модельного состава (воска) Romocast, марок: PW3158, PW 3174, RC 325 (Германия) и линейная усадка моделей из воскового состава «F28-44B» компании Paramelt (США).
В качестве оборудования использовалась вакуумная установка MTT 5/04:

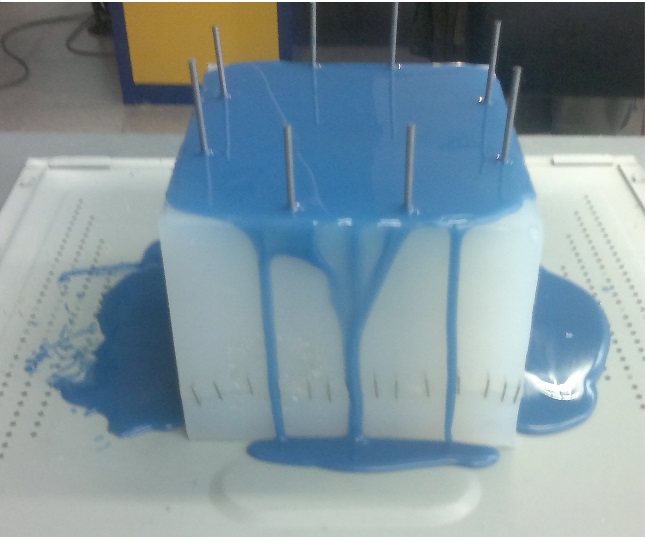
Образцы изготавливались путем заливки расплавленного модельного состава в силиконовую эластичную форму:
Исследования проводились для двух групп деталей:
- C габаритными размерами до 50 мм;
- с габаритными размерами от 70 до 150 мм.
К первой группе деталей относится изготовление восковых моделей - заготовок лопаток турбины (рабочих и сопловых) вспомогательной силовой установки. Для данной группы характерно точное литье без припуска на механическую обработку с допуском - 0,05 мм/+0,15 мм и минимальным процентом усадки воска.
Ко второй группе деталей относится изготовление восковых моделей - заготовок корпусных деталей. Для данной группы характерно тонкостенность конструкции (4 мм) при значительной протяженности стенки или основания (120 мм и более) с допусками ±0,5 мм.
Температура силиконовых эластичных форм составляла 80°С. Расплавление модельного состава происходило в вакуумной машине MTT 5/04 до температуры 100°С.
Извлеченные из силиконовой формы восковые модели охлаждали на воздухе при температуре 20…25°С. Измерение линейных размеров деталей проводилось с помощью штангенциркуля (см. таблица 1 и 2), измерение сложнопрофильных поверхностей лопаток производилось с помощью координатно-измерительной машины «Global Perfomance» (см. приложение 1).
Расчет величины свободной линейной усадки проводили по формуле (%):
α= (lмм - lвм)/ lмм*100%;
где lмм – линейный размер мастер модели детали, выращенной на 3D принтере Objet Eden 350, мм; lвм – линейный размер восковой модели детали, мм.
Экспериментально было установлено, что время полимеризации модельных составов (восков) составляет 24 часа – за это время происходит прекращение изменения длины образцов. На основании этого замер геометрических параметров восковых моделей деталей проводился спустя 24 часа после заливки в силиконовые формы.
Общий вид восковых моделей представлен на рисунке 1 и 2.

Рисунок 1 – Общий вид восковых моделей 1-ой группы.
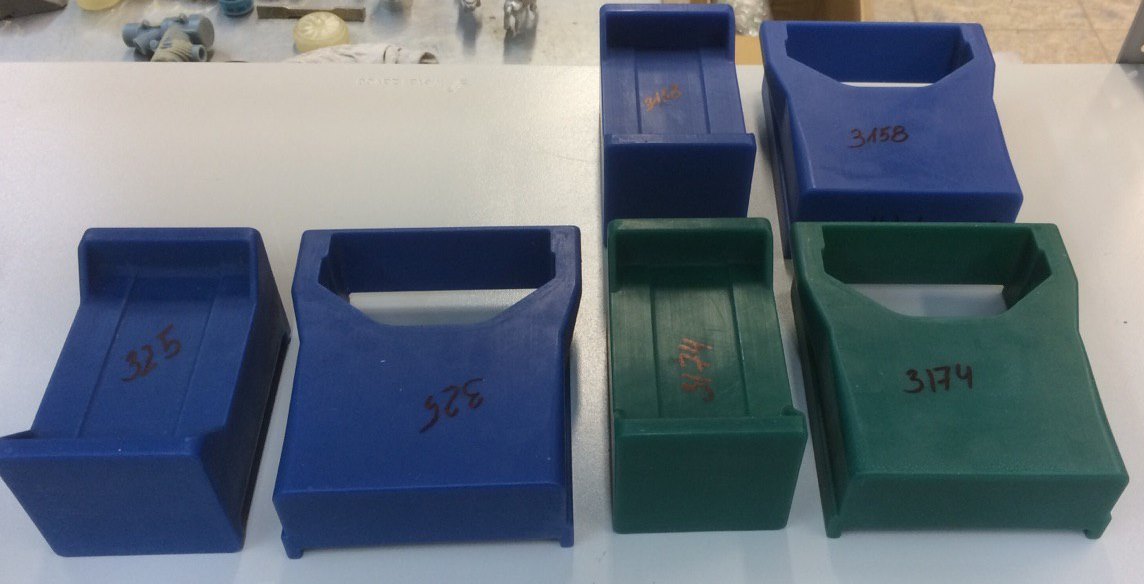
Рисунок 2 – Общий вид восковых моделей 2-ой группы.
Выводы:
Для моделей с размерами до 70 мм рекомендуется применять средние значения усадки; для моделей свыше 70 мм – максимальные значения усадки.
Заключение:
Следует обратить внимание на наполненный модельный воск Romocast PW3158, который обладает наилучшими технологическими свойствами: высокой прочностью, жесткостью, малой линейной усадкой и при этом не «охрупчивается».
Минимальное значение линейной усадки позволяет получать отливки с максимальной точностью линейных размеров.
Авторы:
кафедра «Технология Производства Двигателей» Самарский Университет
Заведующий лабораторией
аддитивных технологий к.т.н. - В.Г. Смелов
Инженер лаборатории
аддитивных технологий - Балякин А.В.
Инженер лаборатории
аддитивных технологий - Вдовин Р.А.
ООО «Полимет», официальный партнер компании «BECI Handels GmbH» (Германия) на территории РФ.
Главный инженер - Давыдцев О.В.
Нач. отдела: - Матвейчук Ю.В.
Приложение №1



 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")
 при проектировании мастер модели и изготовлении силиконовой эластичной формы")